鋼鐵是人類賴以生存的不可或缺的主要材料之一,由于能夠循環(huán)使用,其本身是綠色材料。和其它材料一樣,鋼鐵產品在生產制造過程中需要消耗大量能量,因此鋼鐵產品又是高儲能產品。到目前為止,還未發(fā)現哪一種材料在制備過程中不消耗能量,不對環(huán)境產生壞的影響。就金屬材料而言,鋼鐵產品生產過程中單位能耗較小,對環(huán)境的影響也相對較小。一種材料是否為高能耗產品,取決于其生產過程中的能耗是否遠遠高于理論需要能耗??紤]到生產過程中各個工序的極限能耗(最低工序能耗),高能耗產品可定義為:
實際生產能耗/理論計算能耗≥1.5
節(jié)能新技術的目標就是將鋼鐵生產的實際能耗降到2倍左右的理論計算能耗值。節(jié)能技術是一個寬泛的概念,是貫穿于鋼鐵產生流程,不是一個具體領域。根據節(jié)能方式內涵,節(jié)能技術可分為4個大類:提高用能效率,系統(tǒng)熱過程精度控制,末端余熱回收和能源結構優(yōu)化。在鋼鐵生產中,提高用能效率包括三個方面:電能效率(風機、軋機、管道輸送)、機械能效率(物件消耗)和熱效率(鐵水、鋼水溫降、工業(yè)爐),直接涉及到工序(工藝)過程;系統(tǒng)熱過程精確控制在于滿足產品工藝要求,提高產品性能,生產出100%合格產品;末端余熱回收是對不得不排放的熱量進行回收,例如熱焦炭、熱的燒結礦、熱煙氣等攜帶的熱量;而能源結構優(yōu)化側重于用能成本最低化。在一個工序內,這四大類又相互聯系著。本文提出開發(fā)能夠大幅度降低工序能耗新技術的一些思考。
2、末端余熱回收與利用技術
鋼鐵生產全流程尚未得到有效回收的高品位余熱有焦爐荒煤氣余熱、電爐煙氣余熱、轉爐煤氣余熱、熱態(tài)鐵渣余熱、熱態(tài)鋼渣余熱。焦爐荒煤氣溫度500~800℃,噸煤產氣量300~350m3,每個上升管產氣500m3/h左右,每座焦爐有50多個上升管。雖然每個上升管中荒煤氣的量和溫度發(fā)生周期性變化,但所有上升管組合起來就形成連續(xù)的高溫熱源,這在全流程未回收的高品位余熱中是最好的。國內許多鋼廠相繼開展了這方面的技術開發(fā)[1~3]。其難點在于焦油的腐蝕與粘結和余熱回收后的荒煤氣必須回到現有的集氣管。寶鋼正在進行該方面的技術開發(fā),研究了耐焦油腐蝕的材料特性和高溫下不與焦油潤濕的涂層材料,其效果有待中試結果。
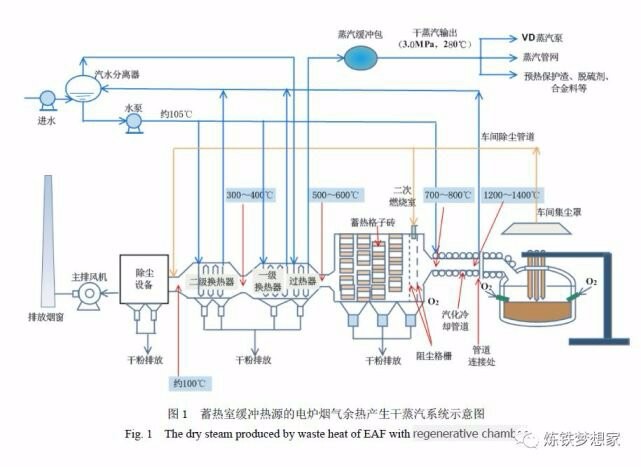
電爐煙氣攜帶了電爐能耗約30%的熱量。電爐煙氣溫度和流量呈間歇性周期變化,這給余熱回收帶來很大難度。在20 世紀90 年代,以電爐煙氣預熱廢鋼技術為主,熱量就近利用,效率高。但預熱廢鋼后煙氣溫度在200~500℃區(qū)間停留時間長,導致二噁英和呋喃重新合成;另外對已有的電爐,預熱廢鋼系統(tǒng)在現場改造工作量大,實施難度大,使得預熱廢鋼技術受阻。以蒸汽的形式回收電爐煙氣余熱技術受到重視[4~11]。將煙氣熱源的間歇性轉換為準連續(xù)性是解決電爐煙氣余熱回收難題的一個有效方法。圖1 為產生干蒸汽的電爐煙氣蓄熱緩沖熱源系統(tǒng)示意圖。從第四孔排放的煙氣經汽化冷卻煙道后進入沉降室。在沉降室入口配置阻塵格柵,對大顆粒粉塵及可燃顆粒進行粗濾。在沉降室內布置蓄熱格子磚,一方面阻擋大顆粒粉塵,另一方面存放煙氣顯熱。當煙氣溫度高時,格子磚吸收熱量;煙氣溫度低時,格子磚放出熱量。這樣可將煙氣溫度維持在500~700℃之間,使得余熱鍋爐能夠連續(xù)產生干蒸汽。
轉爐煤氣進入除塵系統(tǒng)時的溫度約800~900℃。無論是干法除塵(LT)還是濕法除塵(OG),均采用冷卻水將煙氣溫度降到170℃左右,煤氣顯熱沒有回收。制約轉爐煤氣顯熱回收的關鍵是粉塵量大、CO泄漏,目前尚未有可行的余熱回收技術。
熔融高爐渣顯然回收受制于高爐出渣間歇性和冷卻速度對渣子性能的影響,這方面技術開發(fā)正處于實驗室研究階段[12]。
3、工序(工藝)過程節(jié)能技術
要大幅度降低全流程工序能耗,必須對現有工序進行大的變革。現就一些想法進行探討。
3.1 豎式清潔燒結技術
燒結過程的能量消耗主要為風機電耗,占燒結工序電耗的70%~80%。現有燒結機巨大風量的需求以及大的漏風量,使得主風機能耗居高不下。巨大的風量又使得后續(xù)脫硫脫硝能耗大幅上升,同時大大增加了環(huán)境負荷。采用立式連續(xù)燒結工藝有可能大幅度降低燒結過程能耗,同時大幅度降低脫硫脫硝能耗成本和降低環(huán)境負荷。圖2 為立式燒結過程示意圖。
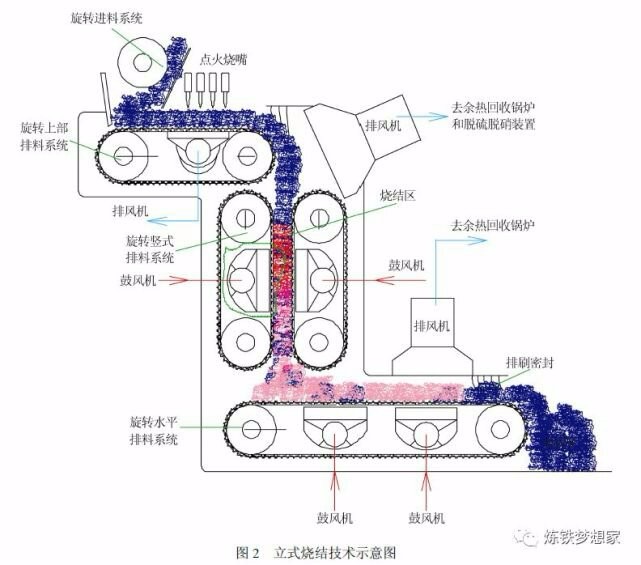
混合料經上部排料系統(tǒng)用燒嘴點燃后進入循環(huán)移動的豎式排料系統(tǒng),在豎式排料區(qū)上部的燒結區(qū)進行穩(wěn)定的燒結過程,礦料點燃后點火燒嘴關閉。燒結過程需要的風量由兩側鼓風機鼓入,經上部排風機排出后去余熱回收鍋爐和脫硫脫硝系統(tǒng)。燒結后的燒結料經循環(huán)移動的豎式排料系統(tǒng)送到循環(huán)水平排料系統(tǒng)進一步被冷卻到出料溫度排出燒結系統(tǒng)。
3.2 連鑄與熱軋低能耗連接技術
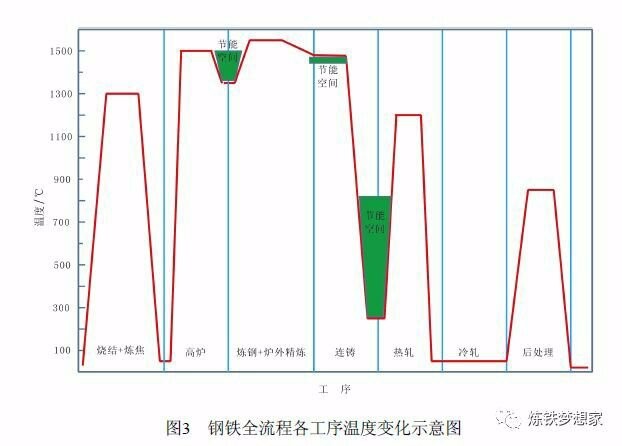
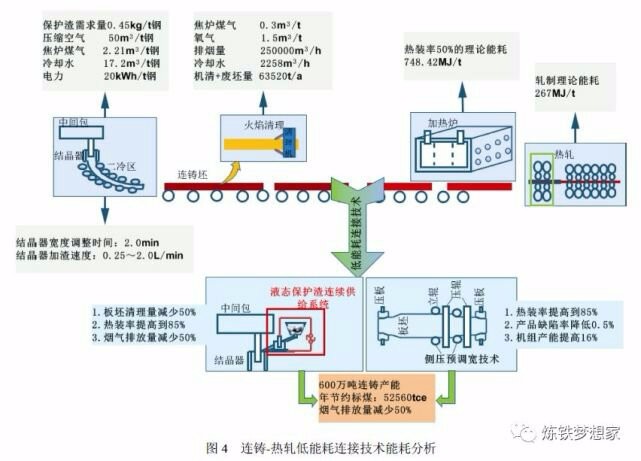
全流程節(jié)能潛力最大的環(huán)節(jié)在于連鑄坯熱送熱裝(見圖3),而制約熱裝率的關鍵是無缺陷坯生產技術。導致連鑄坯產生缺陷(角裂,橫裂縱裂,夾渣等)的因素很多,而結晶器內保護渣熔化特性和連鑄機生產過程的穩(wěn)定性是最重要的因素之一。可采用兩項技術提高無缺陷坯率:
(1)結晶器熔融保護渣連續(xù)供給技術[13],使得連鑄過程完全在熔融保護渣下進行,不會因保護渣熔化不良帶來夾渣缺陷,同時當連鑄機拉速增大時,熔融保護渣確保結晶器的潤滑效果;(2)在連鑄與熱軋之間設置一套獨立的板坯自由寬度調節(jié)裝置[14],將連鑄機調寬功能與熱軋線的初軋機調寬功能都歸結到一處,連鑄機只生產一種規(guī)格的板坯,保持連鑄機一直處于穩(wěn)定工作狀態(tài)。熱軋初軋機只進行微量調寬??蛇_到兩個目的:(1)使得連鑄機在最大產能下保持穩(wěn)定生產,減少或消除鑄坯缺陷,消除過渡坯。(2)將熱軋初軋機調寬功能上移到該調寬裝置,擴展初軋機的產能,降低初軋機能耗。圖4 示出連鑄-熱軋低能耗連接技術能耗分析。
初步估算,如果年產600 萬噸連鑄坯,采用低能耗連接技術,節(jié)能量可達到5.256 萬tce/年,煙氣排放量(火焰清理工序)可降低50%。
3.3 工業(yè)爐氧燃料煙氣循環(huán)技術
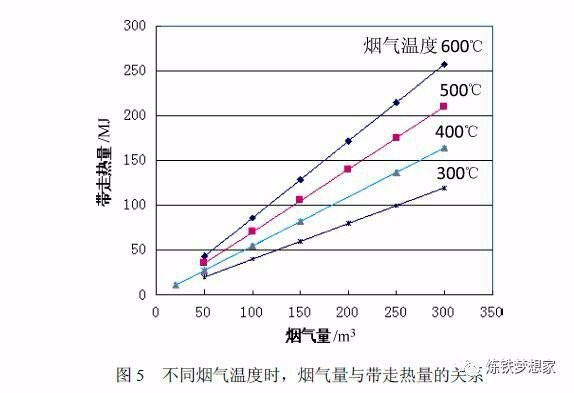
工業(yè)爐(加熱爐、熱處理爐)煙氣排放帶走的熱量占工業(yè)爐總能耗20%~26%。減少煙氣排放量能夠大幅度降低工業(yè)爐能耗。當煙氣溫度為600℃時,煙氣量從300m3/h 降到150m3/h,熱量損失減少50%(見圖5)。而且煙氣排放管道大幅度減小。
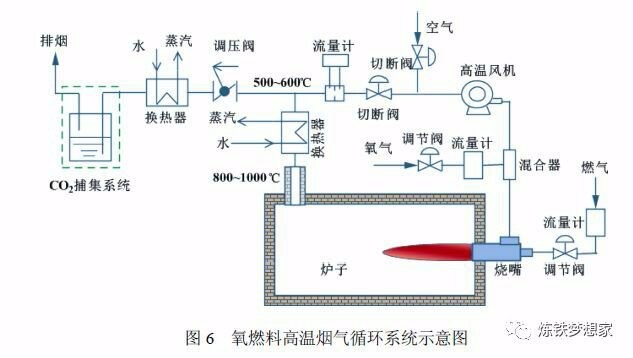
實現氧燃料高溫煙氣循環(huán)需要配置低成本高溫煙氣管道和高溫風機。對再加熱爐(板坯,管、棒坯料以及鋼錠的再加熱爐)高溫煙氣循環(huán)系統(tǒng)如圖6 所示。出爐煙氣溫度在800~1000℃,經換熱器后煙氣溫度控制在500~600℃,由高溫風機循環(huán)到燒嘴前,氧氣經混合器與高溫煙氣混合形成準空氣(O2:21%~28%)進入燒嘴。對現有的爐子燒嘴可以不改動。通過調壓閥將剩余部分煙氣排放,在排放管道上設置換熱器,回收排放煙氣余熱。由于排放煙氣中CO2 含量可達到50%左右,容易捕集。同時,NOx 排放量可降低35%以上。按100Nm3/h 天然氣(功率約970kW)用氣估算,與采用助燃空氣相比,氧燃料煙氣循環(huán)技術可凈節(jié)約成本50 元/h 左右,每年可節(jié)約35 萬元人民幣左右。
4、展望
節(jié)能與環(huán)境緊密聯系在一起,用能量越大,環(huán)境負荷越大。提高能源利用效率是企業(yè)生存的基礎之一。特別是鋼鐵企業(yè)擔負著將初級資源轉化為可循環(huán)使用的優(yōu)質材料的重任,這本身就決定了鋼鐵企業(yè)是用能大戶。節(jié)能應成為全流程主體任務。要大幅度提高用能效率,必須思考對現有工序的改進和變革。對一個企業(yè)而言,提高能源利用效率是一個系統(tǒng)工程,對于工序變革較大的節(jié)能技術研發(fā),需要頂層設計。極限能耗運行,清潔生產實踐是我們鋼鐵企業(yè)的宗旨。